The push for lighter-weight materials in the automotive industry has intensified due to the rise of electric vehicles. Utilizing lightweight components can significantly reduce energy consumption, thereby extending the driving range per battery charge. A common approach is partially substituting steel with aluminum in automotive production. As a result, joining techniques for combining aluminum and steel, such as brazing and soldering, have undergone extensive testing.
While laser welding has been explored for joining aluminum to steel (Refs. 1–3), it presents two key drawbacks limiting wide-scale commercial adoption: 1) High precision part production and assembly is required, increasing costs; and 2) the joint geometry is restricted to flat or round shapes.
Consequently, there is a demand for torch brazing/soldering as a cost-effective alternative for joining these dissimilar lightweight metals. Potential applications span various automotive components like trunk lids, doors, roofs, hoods, fenders, liners, bumpers, battery cases, mirror housings, and more.
Recent years have seen investigations into different solder alloys, fluxes, and heating methods for aluminum-steel joining (Refs. 4–8). However, the lack of industrial implementation indicates an optimal process has yet to be identified. The wide variance in reported results likely stems from the diverse materials tested, including experimental solders, and the range of heating techniques employed.
This study examined standard aluminum alloys A6061, A6022, and A2024, along with 1018 low-carbon steel and commercially available automotive solders. These were evaluated in conjunction with a new cesium-aluminum-fluoride flux formulation. Using readily available materials may facilitate faster industrial adoption. To ensure comparable and reproducible results, a consistent heating and testing approach was maintained for all brazed/soldered joints.
Experimental Procedures
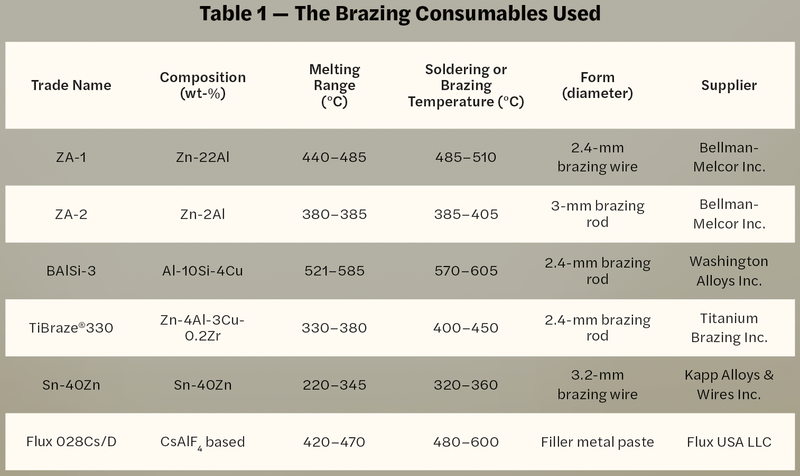
Table 1 lists the solders, brazing filler metal, and flux utilized in this work.
Single-lap brazed and soldered specimens were fabricated per AWS C3.2M/C3.2:2019 guidelines, involving symmetrical bottom and side heating via two propane torches. At least three samples were produced for each base metal-filler metal combination to assess variance. The overlap length was two to three times the thinnest base metal thickness.
The flux paste was pre-applied between the steel and aluminum pieces, with solder pieces placed along the aluminum edge. Since aluminum melts at lower temperatures than steel, a thin accessory steel sheet was positioned over the aluminum to promote uniform heating and prevent premature melting. Once the solder liquified and flowed into the joint by capillary action, heating was stopped and the braze was allowed to cool at room temperature for 1-3 minutes before water quenching. Wetting tests used 25 x 25 mm coupons heated from below, with centered solder and flux placement.
Base Metal Wettability
Table 2 presents the averaged contact wetting angles from nine measurements. This data indicates solder selection cannot be based solely on wetting behavior. Solder Zn2Al exhibited the best compatibility with steel yet the poorest wetting of the aluminum alloys. Conversely, Zn22Al showed excellent wetting of aluminum A6022 and good compatibility with steel and other aluminum grades.
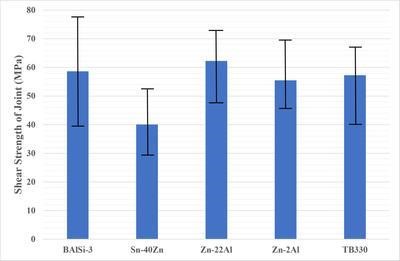
Fig. 1 — The shear strengths of joints between low-carbon steel and aluminum A6061.
Furthermore, Figs. 1 and 2 reveal the highest joint strength was achieved using Zn22Al solder with the A6022 aluminum alloy and steel – an expected outcome given the favorable wetting of both base metals. The BAlSi-3 brazing filler displayed good compatibility with steel and the A6061/A2024 alloys.
Aluminum-to-Steel Joint Strength
The tensile test results for the single-lap brazed and soldered joints are presented in diagrams (Figs. 1, 2, and 4). The strength values in Fig. 1 indicate reliable joints of A6061 aluminum to low-carbon steel can be produced using any of the tested filler metals, provided the overlap distance is adjusted according to the corresponding shear strength. The joint strength (except for Sn40Zn solder) was ~60 MPa. Surprisingly, the BAlSi-3 brazing filler offered no advantage over the lower-temperature zinc- or tin-based solders.
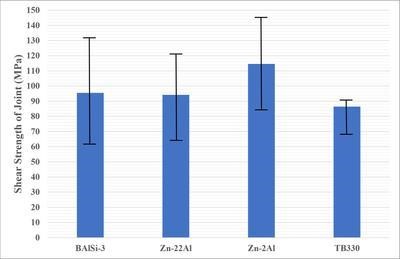
Fig. 2 — The shear strengths of joints between low-carbon steel and aluminum A6022.
The yield strength of A6061-T6 aluminum is 276 MPa. Therefore, an overlap distance ≥ 5T (where T is the aluminum thickness) resulted in joint strengths exceeding the base metal yield strength. For typical 1 mm automotive sheet thicknesses, a ≥ 5 mm overlap would provide sufficient joint reliability. Filling such a 5 mm gap is practically feasible. Even the soft Sn40Zn solder could be effective with overlaps ≥ 7T. These overlap distances are readily achievable in aluminum-steel sandwich or multilayer plate designs (Fig. 5).
Considering the extended overlap lengths possible in such brazed or soldered lightweight sandwich constructions (Fig. 5), we demonstrated that low-temperature solders can be successfully employed. In other words, there are compelling advantages to transitioning from traditional automotive manufacturing to brazing and soldering approaches. Aluminum alloys rapidly lose strength when heated above 500°C. Utilizing low-melting solders like those tested (Table 1) at < 500°C temperatures, especially Sn40Zn or Zn2Al, preserves the strength of the aluminum base metals when joined to steel. This improves the overall reliability of the soldered assembly – an outcome unachievable through high-temperature brazing or welding.
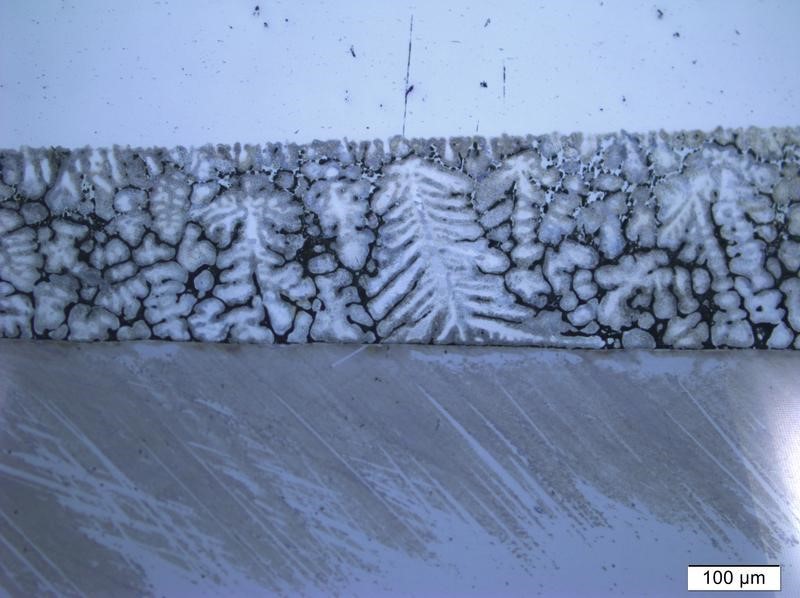
Fig. 3 — The microstructure of a soldered joint between low-carbon steel (top) and aluminum alloy A6022 (bottom), created using solderZn2A (middle).
Soldered joints between low-carbon steel and A6022 aluminum exhibited shear strengths ~15-20% higher than similar joints using the A6061 alloy (Fig. 2). As A6022 had the highest yield strength among the tested aluminum, this suggests the detrimental heating effects during brazing/soldering are less pronounced compared to A6061 or A2024 base metals. Therefore, A6022 is preferable for joints with limited overlap lengths.
Unexpectedly, the highest shear strengths of 120-145 MPa were obtained when using the low-temperature Zn2Al solder with the A6022 aluminum alloy. Examination of the joint microstructure (Fig. 3) revealed an absence of the brittle intermetallic layer typically found at the steel-solder interface with other filler metals. Even BAlSi-3 brazed joints, the strongest overall filler, exhibited lower strengths of 95-132 MPa while containing the brittle Fe2Al9Si2 intermetallic phase.
The combination of low-carbon steel, A6022 aluminum, and Zn2Al solder is recommended for manufacturing thin-walled or multilayer soldered automotive components like doors, roofs, and trunk lids.
Soldered joints between steel and A2024 aluminum showed lower strengths compared to the A6061 and A6022 alloys. The highest A2024 joint strength (~80 MPa) was achieved with the BAlSi-3 brazing filler, despite its brazing temperature exceeding the aluminum solidus. This led to porosity in the aluminum base metal. Furthermore, the A2024 soldered joints lacked ductility during mechanical testing. Therefore, A2024 cannot be recommended for industrial aluminum-steel brazed or soldered joints.
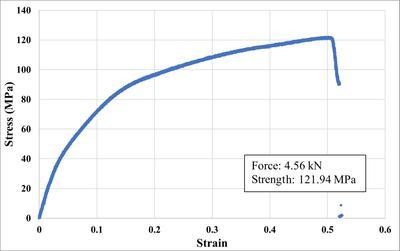
Fig. 4 — Stress-strain diagram illustrating lap joints between low-carbon steel and aluminum alloy A6022, formed using solder Zn-22Al.
All joints involving A6022 and A6061 aluminum, particularly those made with Zn2Al solder, exhibited good ductility in the load-displacement curves (Fig. 4). Thus, brazing and soldering can be utilized not just for joining pre-formed automotive components, but also for parts requiring subsequent forming operations. Bend testing of steel + A6061 + Zn2Al joints demonstrated the soldered joints could be deformed up to ~40-45° without failure (Fig. 5).
Given the promising mechanical test results, several lightweight prototype structures were manufactured: two- and three-layer steel-aluminum soldered assemblies subjected to bending or compression (Fig. 5). These prototypes all exhibited the ability to plastically deform without joint failure.
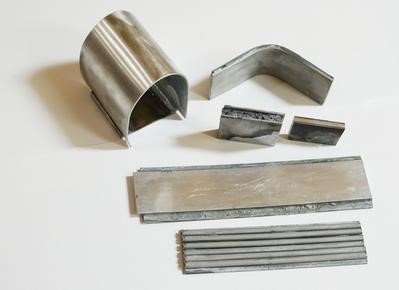
Fig. 4 —Stress-strain diagram for lap joints between low-carbon steel and aluminum alloy A6022 fabricated using Zn-22Al solder.
Some samples were configured as steel-aluminum-steel sandwiches, utilizing either the A6061 plate or aluminum foam as the core material between the steel face sheets. When compressed to 50% of the original thickness, the solder joints remained intact. Double-layer plates could also be bent up to 45° without issues. Weight savings of 35% and 72% were achieved for the solid and foam core sandwich panels respectively compared to solid steel. The steel base/aluminum shell geometry provided 54% weight reduction over steel alone, while the long steel-aluminum strip saved 49% in weight.
References:
- Dharmendra, C., Rao, K. P., Wilden, J., and Reich, S. 2011. Study on laser welding — Brazing of zinc coated steel to aluminum alloy with a zinc based filler. Materials Science and Engineering A 528(3): 1497–1503.
- Su, J., Yang, J., Li, Y., et al. 2020. Microstructure and mechanical properties of laser fusion welded Al/steel joints using a Zn-based filler wire. Optics & Laser Technology 122: 105882.
- Becker, C., Engelbrecht, L., Meier, O., et al. 2007. Different processes for laser beam brazing of deformable tailored hybrid blanks made of steel and aluminum. DVS-Berichte 243: 183–189.
- El-Sayed, M. H., and Naka, M. 2005. Structure and properties of carbon steel — Aluminum dissimilar joints. Science and Technology of Welding and Joining 10(1): 27–31.
- Bick, T., Treutler, K., and Wesling, V. 2021. Soldering of steel sheets and zinc-coated aluminum by hybrid composite forging. Welding in the World 65: 353–360.
- Jia, Q., Lai, Z. W., Zhang, H. Q., et al. 2020. Mechanism of ultrasonic-assisted bonding of 6061 Al alloy with cladded Zn-Al alloy in air. Journal of Materials Processing Technology 286: 116823.
- Sakiyama, T., Naito, Y., Miazaki, Y., et al. 2013. Dissimilar metal joining technologies for steel sheet and aluminum alloy sheet in auto body. Nippon Steel Technical Report 103: 91–97.
- Xiao, Y., Ji, H. J., Li, M. G., et al. 2013. Microstructure and joint properties of ultrasonically brazed Al alloy joints using a Zn–Al hypereutectic filler metal. Materials and Design 47: 717–724.
ALEXANDER E. SHAPIRO (ashapiro@titanium-brazing.com) is with Titanium Brazing Inc., Hilliard, Ohio. TRISTAN J. HAMID, MADELEINE S. WILKIN, and THOMAS B. RISS are with The Ohio State University, Columbus, Ohio.
Conclusions
- Lightweight aluminum-steel structures can be manufactured through air brazing or soldering processes using relatively simple heating sources like propane torches or hot plates, eliminating the need for expensive equipment such as laser or ultrasonic welding systems.
- Brazed and soldered joints involving aluminum alloys A6022 and A6061 made with Zn2Al, Zn22Al, and BAlSi-3 filler metals exhibit sufficient strength and ductility to improve reliability and enable control over the joint shear strength capability.
- The shear strength of A6022 aluminum to low-carbon steel joints produced with Zn2Al solder and the cesium-aluminum-fluoride flux is approximately 25% higher compared to similar joints reported in prior literature.
- While the shear strengths of aluminum-steel joints made with Zn22Al, BAlSi-3, or TiBraze330 fillers were lower than some previous studies, the significant ductility of these brazed joints allows for straightforward strength enhancement simply by increasing the overlap length as needed for the application requirements.
Source: original article by BY: ALEXANDER E. SHAPIRO, TRISTAN J. HAMID, MADELEINE S. WILKIN, AND THOMAS B. RISS published in www.aws.org