Q: What shielding gas is most appropriate for arc welding aluminum?
I’ve received differing recommendations – some say to use pure argon while others suggest helium is better. I plan to use both gas metal arc welding (GMAW) and gas tungsten arc welding (GTAW) processes. Can I use the same shielding gas for each process, and if so, which one?
A: The two most common shielding gases for aluminum arc welding are argon and helium. These can be used as pure argon, pure helium, or various argon-helium mixtures.
High-quality welds are frequently produced using 100% argon shielding gas. Pure argon remains the most widely used option for both GMAW and GTAW of aluminum alloys. Argon-helium blends are the next most common, while pure helium is generally reserved for specialized GTAW applications.
When selecting an aluminum shielding gas, it’s important to understand the differences between argon and helium-containing mixtures. Examining their respective properties, as shown in Table 1, can shed light on how each gas influences the welding operation.
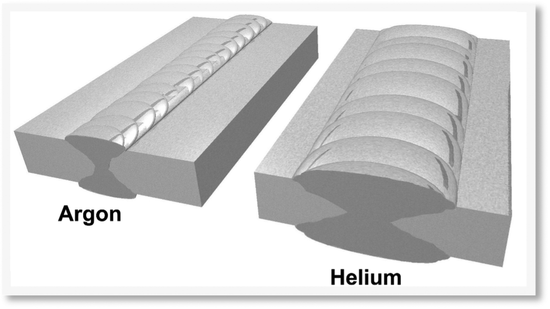
Figure 1 – Welds made with pure argon tend to have a narrower cross-section compared to those made with argon-helium blends.
Shielding Gas for GMAW
For GMAW, helium additions typically range from 25% to 75% mixed with argon. Varying the gas composition allows tailoring the heat distribution to the weld zone. This in turn impacts the weld bead profile shape and travel speed. Higher helium levels can significantly increase welding speeds, offering potential labor cost savings. The weld cross-section shape is also relevant for certain applications, with typical argon and helium weld profiles depicted in Figure 1.
Studies show the narrower argon weld bead is more prone to gas entrapment and porosity issues. The broader penetration pattern from helium-argon mixtures generally minimizes porosity in the final weld.
For a given arc length, adding helium to argon increases the arc voltage by 2-3 volts. With GMAW, the maximum broadening effect on penetration is seen at around 75% helium/25% argon. These wider penetrating weld beads and lower porosity are particularly beneficial for double-sided groove welds in thick plates. The wider pool during back gouging reduces the risk of incomplete joint penetration associated with this joint design.
While argon produces a bright, shiny weld surface, argon-helium mixtures create a duller oxidized appearance requiring post-weld wire brushing. Aluminum’s high thermal conductivity makes incomplete fusion a concern, which the added heat from helium-rich gases helps mitigate along with improving joint penetration.
Shielding Gas for GTAW
For GTAW with alternating current (AC), pure argon remains the most popular shielding gas choice. It provides good arc stability, cleaning action, and improved arc starting characteristics when AC GTAW welding aluminum.
Argon-helium blends, typically 25% helium/75% argon, are sometimes used to increase heat input and deposition rates during AC GTAW. However, mixtures exceeding 25% helium are rarely used with AC due to potential arc instability issues.
For GTAW with direct current electrode negative (DCEN), pure helium or helium-rich blends like 90% He/10% Ar are commonly employed. The combination of DCEN polarity and concentrated helium heating is often leveraged in automated welding systems to achieve rapid travel speeds and maximum penetration. This setup enables single-sided, complete joint penetration butt welds on plates with temporary backing and no bevel preparation.
Conclusion
In summary, there are multiple shielding gas options for aluminum welding based on the application requirements. High-helium gases are commonly used for higher heat input demands like thick section GMAW or GTAW-DCEN. Pure argon remains a versatile choice for both GMAW and GTAW while offering lower operating costs.
Helium and helium-rich blends facilitate increased travel speeds in certain cases, but at the trade-off of higher shielding gas consumption and costs compared to argon. Ultimately, it’s advisable to evaluate the different gas compositions and select the one best suiting your specific aluminum welding needs and constraints.
source: www.aws.org