The gas tungsten arc welding (GTAW) process offers advantages that allow it to be utilized across an extensive array of applications. From producing high-quality aerospace and nuclear industry welds to enabling high-speed autogenous joining for tube and sheet metal fabrication, GTAW finds diverse uses as outlined below.
High-Quality Welds
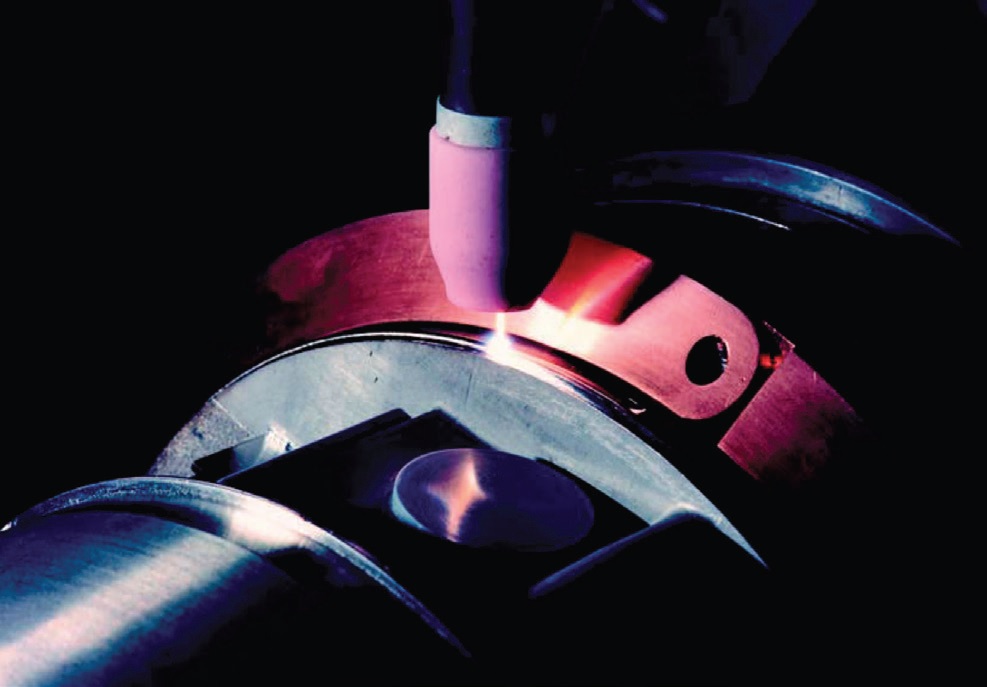
GTAW is frequently selected when stringent weld quality requirements must be satisfied. Due to its exceptional heat input control capabilities, GTAW represents the preferred process for joining thin-gauge metals, spot welding sheet metal components, and making welds in close proximity to heat-sensitive elements. The process allows for precise control and the option of adding filler metal as needed to produce high-quality welds with smooth, uniform bead profiles or deposit surfaces. Several industries, including aerospace, extensively leverage GTAW to take advantage of the tight control and superior weld quality characteristics it offers. Figure 1 depicts an aerospace application where pulsed current GTAW was employed for autogenous welding of a flanged joint between two 17-4PH stainless steel machined castings (180 mm / 7 in. diameter) using argon shielding gas.
Diverse Metals
GTAW can be utilized for welding almost all metallic materials. It is particularly advantageous for joining aluminum and magnesium alloys that readily form refractory oxides, as well as reactive metals like titanium and zirconium which can become embrittled upon exposure to air in the molten state. GTAW allows welding a wide range of joint geometries and overlays in plate, sheet, pipe, tubing, and other structural shapes. It is especially well-suited for welding sections less than 10 mm (3/8 in.) thick. For pipe welding, GTAW is commonly used for the root pass, with either shielded metal arc or gas metal arc welding employed for subsequent fill passes.
Orbital GTAW
Millions of orbital GTAW fusion welds have been applied worldwide in semiconductor fabrication facilities to join small-diameter tubing, fittings, and other components used in gas distribution systems where weld integrity is critically important.
Narrow-Groove Welding
Advancements focused on the GTAW process have led to specialized equipment adaptations for applications like narrow-groove welding. Manufacturers have made increasing progress in managing arc energy to consistently achieve reliable bevel or groove face fusion, shielding gas coverage, and productive deposition rates under production conditions. Typical narrow-groove GTAW applications include piping for power generation plants, superconductor magnet casings, and large-diameter forged shafts. One example involves a narrow-groove GTAW system incorporating an oscillating angled tungsten synchronized with the side-to-side motion of the filler wire guide. Such equipment has been successfully deployed for out-of-position welds over 254 mm (10 in.) thick with included groove angles as tight as 1-2 degrees.
Source: www.aws.org October 2023 Volume 102 Number 10 PG 53 “Applications of GTAW